Modelos metálicos: cuando se quiere
fabricar una gran cantidad de piezas de tamaño
pequeño o mediano se debe utilizar modelos metal. Para
hacer los modelos metálicos se utilizan un primer modelo
de madera, llamándose a esta modelo de doble
contracción.

Ventajas de los modelos
metálicos:
Se tiene gran presión en la pieza
terminadaEs rentable económicamente cuando la
producción supera las 1500 unidades
Desventajas de los modelos
metálicos:
Necesita un segundo modelo de madera
Difícil de ser mecanizados.
Metales más usados en la confección de
modelos:
a.- Fierro fundido: su costo es relativamente
bajo, y es el más utilizado dentro de los metales, se,
maquina con facilidad, es resistente a la abrasidad de la arena,
pero tiene como desventajas su peso excesivo de alrededor de 7.1
a 7.4 Kgf /dm3.
b.- Latón: se utiliza cuando se quiere
obtener gran precisión en el dimensionamiento ,se fabrican
por soldadura los moldes metálicos , se utilizan
generalmente para pequeñas piezas y para el moldeo en
racimo .c.- Aluminio y sus aleaciones: se utilizan para
fabricar piezas de pequeño y mediano tamaño, como
desventaja su peso específico es bajo alrededor de 2 a
2.45 Kgf /dm3, tiene buena resistencia a la acción
abrasiva de la arena.
Otros materiales usados para hacer
modelos:
a.- Yeso de parís: para objetos
pequeños y de gran exactitud, se emplean en estado
pastoso, su contracción es despreciable alrededor de 2 por
mil . Se lo puede utilizar en la fabricación de cajas de
machos de pequeñas dimensiones.
b.- Resinas epóxicas: se utilizan para
fabricar modelos y moldes de pequeñas dimensiones. Son
fácilmente trabajables, pueden ser corregidos en el mismo
modelo, ahorro en mano de obra, su peso específico es
menor que el del aluminio. El más común es el
formaldehido de urea, y otros formaldehidos del tipo
fenol.
EL Moldeo: consiste en obtener la forma
vacía en la arena, en el cual debe llenarse el metal en
estado líquido que al solidificarse adquirirá la
forma que tenía el modelo. Según los materiales
empleados, y su consiguiente duración, los moldes (formas
vacías) se dividen en:
Moldes transitorios, perdidos, de
arena
Moldes permanentes, de materiales cementosos o de
coquilla
Según el procedimiento para obtener el molde y
las operaciones auxiliares (extracción del modelo,
retoque, etc.), se distinguen:
a. Molde a mano: es el tipo de moldeo en cual
todas las operaciones se realizan manualmente o con la ayuda
eventual de medios de transporte y levantamiento (grúas,
carretillas, planos inclinados, etc.), o de utensilios
mecánicos (compactadores manuales, atacadores
neumáticos o eléctricos, vibradores, etc.). Se
emplea generalmente en los pequeños talleres de
fundición.
b. Moldeo a máquina: cuando algunas o
todas las operaciones (compactación de la arena,
extracción del modelo, etc) son realizadas por medio de
máquinas adecuadas en el modelo a máquina es
indispensable la ayuda de medios de levantamiento y transporte,
para asegurar en las operaciones auxiliares el mismo ritmo de
producción que las imprimes las máquinas de
moldear.
Tipos de moldeo: en los moldes transitorios, la
arena debe ser contenida de un recipiente adecuado que soporte la
fuerza de compresión de la arena y la presión
metalostática que ejerce el metal liquido en el acto de la
colada. Según esto puede distinguirse:
a. Moldeo al descubierto : cuando la
reproducción o huella en la cual se verterá el
metal liquido se practica en el suelo de arena del taller de
fundición y la cara superior de la pieza queda al aire
libre este sistema se aplica a piezas de poca importancia en
donde es indiferente que la cara superior resulte regular o
irregular, como por ejemplo : lingotes de fundición ,
armazones para moldes , etc

Fig. 9. Colada de modelo para piezas
en serie
b. Moldeo en fosa: cuando la
reproducción se efectúa en una cavidad o fosa
en el piso del taller de fundición. El moldeo en fosa
se completa siempre con una caja superior que cierra el
molde. Es un sistema muy conveniente para fundir piezas de
gran tamaño. Se prepara el molde sobre una capa porosa
de coque o de escoria destinada a expulsar al exterior, por
medio de tubos , los gases que se forman durante la
colada

Fig. 10. Ubicación de los
dispositivos en el moldeo
c. Moldeo en cajas: cuando la
reproducción se efectúa en la arena contenida
en una caja compuesta de dos o más partes , de modo
que pueda abrirse y retocarse con facilidad es el sistema
más usado , que se adapta a cualquier clase de pieza ,
pero requiere cajas adecuadas .
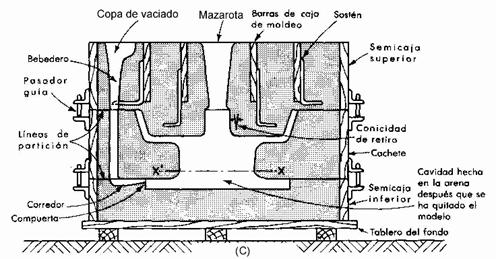
Fig. 11. Disposición de las
cajas de moldeo
d. Moldeo en bloque de arena: cuando la
caja se emplea solo para hacer el molde y después se
quita de modo que el metal líquido se vierte sobre el
bloque de arena.

Fig. 12. Fundición de una pieza
en arena y desmoldeo
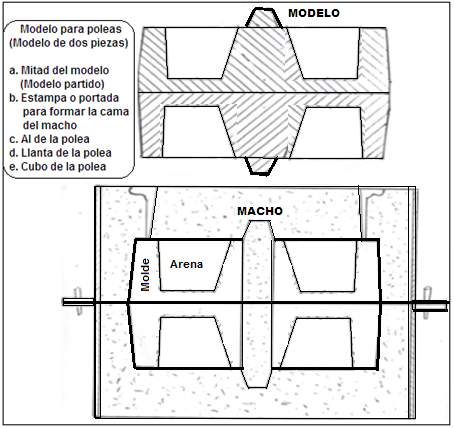
e. Moldeo con machos: cuando el molde
(espacio vacío) se efectúa con machos
dispuestos en una caja. Es un sistema adecuado para piezas
complicadas, y que tengan que llevar agujeros internos. Los
machos pueden adquirir diferente configuración de
acuerdo con la forma del agujero.
Fig. 13. Modelo de una pieza en la
caja de moldeog. Moldeo con terraja: se utiliza
para confeccionar moldes de piezas de revolución y
generalmente de grandes dimensiones. Normalmente usados
en la industria naval y minera. Consiste en un eje
central en el que se monta una plantilla que al girar
manualmente se va confeccionado la cavidad del
molde
Fig. 10. Diseño fundamental
del vertido de metalesFunción específica de un
modelo:a. Formar la cavidad del molde para
reproducir la forma de objeto, que se desea obtener por
fundición.b. Formar las marcas o estampas para la
colocación de los machosc. Moldear el sistema de
alimentaciónd. Establecer superficie de
participación o planos de referenciae. Minimizar defectos, para esto el modelo
debe ser lo más pulido posible y recubierto de un
barnizf. Se debe buscar un costo mínimo en
la confección del modelo , que está en
función directa con el número de piezas a
fabricar

Fig. 11. Diseño del modelo
y molde en arenaFormas de compactar la arena: en los moldes
de arena (transitorios, que solo sirven para confeccionar una
pieza), la arena puede compactarse o atacarse por una de las
siguientes formas:a. A presión: cuando se
dispone alrededor del modelo y en una caja una cierta
cantidad de arena suelta para compactarla en la medida y
dirección adecuadas, esto puede efectuarse:
directamente con la mano, usando compactadores de
manoneumáticos o eléctricosb. Por vibración o
sacudimiento: cuando una vez colocado la arena
alrededor del modelo dentro de una caja se somete al
conjunto a una serie de sacudías o de vibraciones
que asiente los granos de arena.c. Por vibración y presión
combinadas: se puede diseñar dispositivos que
ejecuten estas dos formas de compactar la
arena.d. Por proyección centrifuga
: cuando la arena de moldeo se proyecta contra el modelo
dentro de una caja mediante una rueda que gira dentro de
una carcasa provista de una abertura
tangenciale. Por proyección
neumática: cuando la arena se proyecta por
medio de aire comprimido. Es un sistema
característico de ciertas máquinas modernas
para confeccionar machos, que por su velocidad de
acción se denominan máquinas de disparar
noyos. Este sistema es similar a una sistema de arenado
para limpiar superficie oxidadas con una chorro de
arena/aire
Corrección del modelo de
fundición:Consiste en hacer ciertos arreglos en el modelo de
tal forma que la pieza fundida nos salga de las dimensiones y
forma deseada. Dentro de las correcciones más
importantes que se deben hacer a los modelos
tenemos:Corrección por
contracciónCorrección por ángulo de
salidaCorrección por sacudida de
moldeCorrección por
distorsiónCorrección por mecanizado
a. Corrección del modelo por
contracción:
Es la corrección lineal que se debe hacer al
modelo para compensar la contracción producción
durante el enfriamiento del metal fundido en la cavidad del
molde. Esta corrección es la más importante que
hay que hacer al modelo, independientemente de que el modelo
sea de madera o de metal. La corrección del modelo por
contracción se debe efectuar en la zona
solida
Fig. 12. Proceso de
solidificación del metal en
fundicióna. Temperatura de fusión o
colada.b. Inicio de la
solidificación.c. Final de la
solidificación.d. Temperatura ambiente.
Áreas:
A1ab2 = Zona liquida.
A2cd3 = Zona de liquida. Mezcla (liquida +
solida)A3ef4 = Zona sólida.
Problema 1
Calcular la corrección lineal por
contracción que hay que hacer al modelo que
servirá para fundir una pieza de un metal cuyo volumen
especifico al final de la solidificación es de 0.145
cm3/grf, y a la temperatura ambiente el volumen especifico es
de 0.14 cm3/grf.Solución:
b. Corrección del modelo por el
ángulo de salidaEsta corrección del modelo se efectúa
con la finalidad de facilitar la extracción del modelo
de la cavidad del molde, y consiste en dar la
inclinación del moldeo, a las superficies
perpendiculares, al plano o superficie de partición,
esta inclinación depende de la altura de la pieza
sobre el plano de partición
Análisis de las arenas en fundición
de metales.Una arena de fundición debe cumplir una serie
de requisitos para que sea utilizada óptimamente en
fundición, existen muchos tipos de análisis de
arenas pero dentro de los más importantes
tenemos:Determinación del porcentaje de
humedadDeterminación del porcentaje de
arcillaDeterminación de la dureza
Determinación de la
permeabilidadAnálisis granulométrico de la
arena de fundición
Determinación del porcentaje de
humedad:Existen básicamente dos métodos para
determinar la humedad de una arena de fundición
es:a. Método del carburo de
calcio: consiste en un recipiente con cierre
hermético y con un manómetro graduado en
porcentaje (%) de agua, se introduce en el recipiente un
determinado peso de arena húmeda, con una
pequeña adición de carburo de calcio, el
agua reacciona químicamente con el carburo de
calcio desprendiendo gas acetileno, aumenta y sube la
presión dentro del recipiente y el
manómetro indica directamente el porcentaje de
humedad de esa arena de fundición .Este
método para la determinación de humedad no
es muy exacto pero si es muy práctico y
rápido.
Ejemplo:
Una muestra típica puede ser:
10 granos de arena húmeda
Carburo de calcio (de 10 a 15 % en peso de la arena
húmeda)
Fig. 13. Distribución de la
caja para el moldeb. Método del secado: se
determina la humedad pesando una pequeña cantidad
de arena antes y después del secado en una estufa
a una temperatura de 10.5 a 11°C. Este método
es más exacto que el interior, pero se requiere
más tiempo para determinarlo.
Ejemplo:
Una muestra típica puede ser:
Peso de la muestra humedad al ingreso = 50gr
(sílice + arcilla + agua)Peso de la muestra seca a la salida = 46 gr
(sílice + arcilla)Peso de la humedad desprendida (agua) = 46 gr
(agua)Entonces:
50 gramos 100%
4 gramos x%
Fig. 14. Proceso de secado de la
arena1.5. Determinación del porcentaje de
arcilla.una pequeña muestra de arena previamente
secada y de peso conocido se introduce en un "LEVIGADOR", se
añade agua destilada + 10% de hidróxido de
sodio (Na OH), se pone a hervir en una estufa durante media
hora, luego se agita durante 5 minutos y se deja reposar el
contenido, posteriormente se descarga el agua turbia (que
contiene arcilla). En el fondo del recipiente se decanta la
sílice. Se repite la operación de 2 a 3 veces
hasta concluir la operación y determinar el porcentaje
de arcilla.
Fig. 15. Tamizado de la arena en
fundición1.5.1 Sistema de
alimentaciónUn sistema de alimentación es un conjunto de
canales, incluyendo la balsa, por medio del cual el metal
fundido es conducido a la cavidad del molde. Las funciones
básicas de un sistema de alimentación
son:Proveer en forma continua y uniforme de metal
fundido y sin turbulencias a la cavidad del
molde.Abastecer a la pieza fundida de metal liquido
durante la solidificación y
enfriamientoPrevenir el sangrado de escorias, arena y otras
inclusiones no metálicas desde la entrada al
molde.Prevenir la destrucción de las paredes
del molde debido al torrente del metal
líquido.
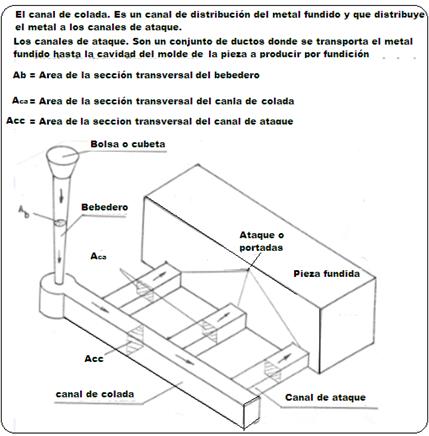
Un sistema de alimentación estándar
para metales ferrosos consta de las siguientes
partes:La balsa, cubeta o embudo: generalmente es un
recipiente en forma de una taza ubicada en la parte superior
del molde, donde se vierte el metal líquido fundido
para formar la pieza en el interior del modelo.El bebedero: es un ducto de sección redonda o
cuadrada, de mayor diámetro en la parte inferior es
decir tiene la forma de un tronco cónico, une la balsa
con el pozo o embalse.Fig. 16. Diseño del sistema
de alimentación en fundiciónTipo de sistemás de
alimentacion[5]a. Sistema de alimentacion a
presión: cuando se mantiene una contra
presión en el sistema de alimentación por
medio de una restriccion del flojo en las entradas , esto
requiere usualmente que el area total de las entradas no
sea mas grande que el area de la sección
transversal del bebedero , por ejemplo
Ventajas :
-La longitud de los canales de ataque no necesita
prolongarse.-Los canales de ataque estan completamente llenos de
metal liquido durante la colada.DESVENTAJAS :
-Se produce una turbulencia considerable en los
ataques o portadas.b.-SISTEMA DE ALIMENTACION SIN PRESION.-
Cuando se cumple con las siguientes relaciones de
escalonamiento de areas :
VENTAJAS:
-Se elimina la turbulencia en las
entradas.DESVENTAJAS:
-Las longitudes de los canales de ataque seran
mayores que en los sistemás a presion.– El sistema no se encuentra completamente lleno de
metal liquido durante la colada.Para dimensionar tanto el canal de colada (ACC),
como los canales de ataque( Aca ), se puede considerar la
altura del canal de colada como el triple de la altura
del canal de ataque, de la siguiente forma :Fig. 17. Forma del canal de
colada y ataquePrincipales formás de las secciones en
los canalesEjemplo.- Para fundir una determinada
pieza se tienen los siguientes datos del sistema de
alimentacion :Se pide determinar:
a.- La relacion del escalonamiento de
áreas.b.-¿Que tipo de sistema de alimentacion
se esta utilizando?SOLUCION
a.- Relacion de escalonamiento de areas
:b.- De acuerdo a la relacion de escalonamiento
de áreas, se esta utilizando un sistema a
presion.1.5.2 Diseño de un sistema de
alimentacion.Las dimensiones de un sistema de alimentacion
estan determinados en base al área de la seccion
transversal de los canales de ataque. Las dimensiones de
los otros ductos depende sobre todo de la seccion de
estos canales de ataque.La siguiente formula se utiliza para calcular la
seccion transversal de los canales de ataque, y esta
basada sobre las condiciones del flujo de fluidos en
canales cerrados (flujo en tuberias ):La carga hidrostatica efectiva puede
determinarse por la siguiente formula :La seccion transversal del bebedero
y del canal de colada dependen de la suma total de la
secion transversal de los canales de ataque, y pueden
determinarse en una primera aproximacion por la siguiente
relacion :1.4 > 1.2 > 1 ( Relacion de la seccion del
bebedero del canal de colada y a la seccion transversal
de todos los canales de ataque)
Fig. 18. Distribución
de la colada para una pieza en
fundiciónProblema 2
Disenar el sistema de alimentacion para fundir
una pieza de fierro fundido gris con una relacion de
escalonamiento de áreas de:1.35 > 1.25 > 1, la pieza sola pesara
54Kg, el tiempo de colada sera de 90 segundos, el sistema
completo de alimentacion constara de: Un bebedero de
seccion circular, un canal de colada rectangular y dos
canales de ataque de seccion cuadrada. Los demas datos
del sistema son:Hmax =300mm
Hg = 180mm
He = 200mm
Ab > Acc > Aca ( 1.35 > 1.25 >
1Peso (g) = 54Kg
T = 90s
Un bebedero de sección.
Un canal de colada de sección.
Dos canales de ataque de
sección.Solución:
Carga hidrostática efectiva
(He)Factor de colada (u):
Para fundición ferrosa: u = 0.27 a
0.55ºSección transversal de los canales de
ataque portados:Dimensiones de cada uno de los canales de
ataque.Secciones transversales de los canales de colada
y el bebedero:Como la relación del escalonamiento de
áreas es: 1.35 >1.25 > 1Dimensiones del
bebedero:1.5.3 Presión
metalostáticaDurante la colada o sea cuando se vacía
el metal fundido líquido en la cavidad del molde,
se suceden una serie de fenómenos que conviene
analizar y tomar las precauciones necesarias:El metal liquido muy caliente y pesado
discurre por los canales del sistema de
alimentación, penetra en la cavidad del molde,
choca contra las paredes y avanza con movimientos
arremolinados, durante esta fase tienden a producirse
las erosiones que tratan de dañar el
molde.Una vez llenada la cavidad del molde y
mientras el metal está en estado
líquido, ejerce sobre todas las paredes del
molde y sobre los cuerpos incluidos en el (machos),
una presión metalostática perpendicular
a la superficie del molde.Análisis y
cálculo del empuje
metalostático
Problema 3
Se desea fundir una pieza de una
aleación ligera en la forma del
paralelepípedo mostrada, el metal tiene una
gravedad específica de 2.75 Kgf/dm3, y la
arena del macho tiene una gravedad específica
de 1.6 Kgf/dm3, la altura de la superficie de
partición hasta el nivel del metal libre es de
250 mm.Se pide determinar:
a. EL empuje metalostática
sobre la cavidad superior del molde.b. Los empujes metalostática
laterales.c. El empuje metalostática
sobre la cavidad superior del molde.d. El empuje total sobre la cavidad
superior del molde.e. El empuje total sobre la cavidad
inferior del molde luego que el metal se haya
solidificado.
Solución:
1.5.4 Calculo del tiempo de
solidificación de las piezas
fundidasRegla de Chvorinov:
El investigador checoslovaco, después
de muchos años de investigación sobre
las piezas fundidas, encontró que existe una
relación entre el volumen y el área de
disipación de calor, esta relación
está propuesta por:T = k.(V/A)²
Dónde:
T= tiempo de
solidificaciónk= cte. que depende de las propiedades
térmicas del sistemaV=volumen
A=área de disipación del
calorPara obtener una pieza fundida según
Chvorinov (sana), debe cumplirse la siguiente
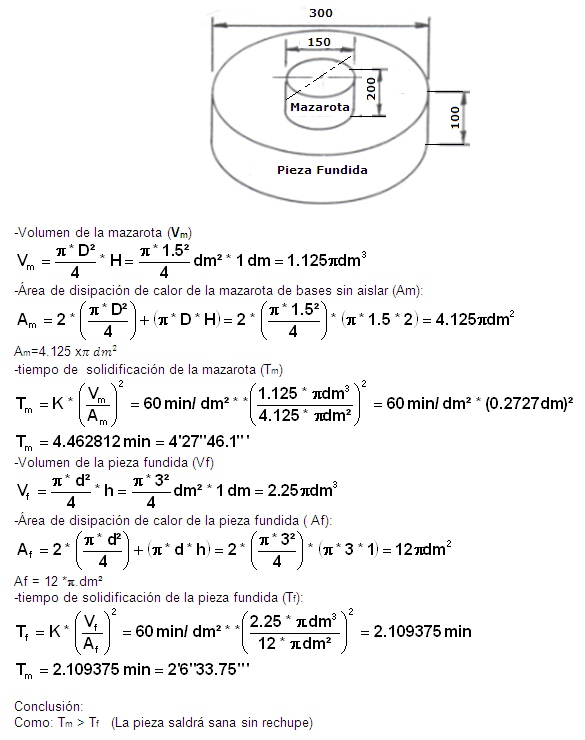
relación básica:Problema 4
Se quiere fabricar por fundición un
bloque de fierro fundido de 300mm de diámetro
x 100mm de altura, utilizando una mazarota
cilíndrica central de D =150mm y
H=200mm.Considerando a la mazarota de bases sin
aislar y admitiendo que se cumple la Regla de
Chvorinov, además K = 60min/dm2. Se pide
determinar si la pieza saldrá sana o con
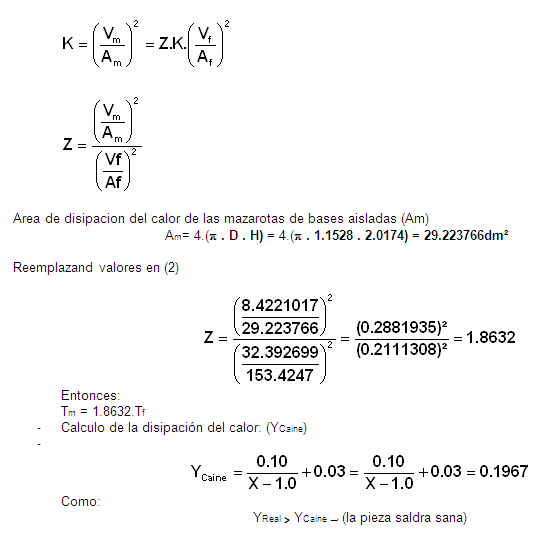
rechupe.1.5.5 Diseño de mazarotas por
Método de Caine.-El criterio de Caine se basa en que la
disipación del calor es una función del
área superficial de la pieza y la cantidad de
calor que es una función del volumen. El
método de Caine se utiliza para dimensionar
mazarotas y además para ver si la pieza
saldrá maciza o con rechupe.La ecuación general de Caine viene
dada por:Dónde:
X = Relación de
solidificación.a. b. c =Constantes que dependen del
material a fundir.Además la relación de
solidificación se puede calcular por la
siguiente ecuación:Problema 5
Se requiere fundir un cilindro de acero para
bomba alternativa de 12 in de diámetro
exterior por 10 in de diámetro interior por 24
in de longitud, utilizando 2 mazarotas
cilíndricas iguales de D= 5 in x H=8 in
considerando a estas mazarotas de bases aisladas del
flujo de calor. Aplicando el método de Caine,
se pide averiguar si la pieza fundida saldrá
maciza o con rechupe.SOLUCION
Problema 6
Se puede utilizar cuatro mazarotas
cilíndricas iguales de H=1.75 x D para fundir
la pieza de la figura, ubicadas en la posición
mostrada, del diagrama de YCaine seleccionamos:
X=1.6, Yreal = 0.26. Considerando a las mazarotas de
bases aisladas del flujo de calor y utilizando el
Método de Caine.Se pide determinar:
a.- Calcular las dimensiones de las
mazarotas para este requerimiento.b.- Averiguar el tiempo de
solidificación de la pieza fundida.Solución:
-Área de disipación del calor
de la pieza a fundir (Af):Según la ecuacion de
chvorinov:
Materiales y
métodosPROYECTO DE
FUNDICIÓN, el cual surge
de:Necesidad, usuario, diseñador,
condiciones de servicio, proceso de
fabricación, fundición, plano de
ingeniería, plano de modelería, modelo,
obtención del molde, plano de
fundición, molde, solidificación, pieza
fundida, pieza útil.Luego de analizar el esquema de trabajo
presentado anteriormente señalaremos a
continuación los componentes de este esquema
que influyeron en el proceso de fabricación
desarrollado por nosotros.PROYECTO DE DISEÑO
Durante el diseño de una pieza, su
principal cometido es lograr una pieza resistente y
duradera que cumpla eficientemente con las funciones
por las cuales se va a fabricar, en esta parte es
donde la ingeniería del diseñador
marcará la pauta para el logro de este
objetivo. Lo siguiente es transmitir el diseño
ya ideado con todos los detalles medidas y cotas al
constructor para lo cual se emplean los planos de
ingeniería, modelería y
fundición que a continuación se
explicarán con detallePLANO DE INGENIERÍA
En el plano de ingeniería, se
representan la escala, todas las medidas de la pieza,
con sus cortes auxiliares y con las propiedades del
material. En este plano puede verse la pieza que se
desea lograr con el proceso de fundición,
mostrando todos sus detalles (cotas de la pieza,
escala, zonas de mecanizado). Este plano permite
establecer el material adecuado para la pieza que se
va a construir.Está constituido por las dimensiones
de la pieza, que nos permiten saber el tamaño
real o a escala del diseño a realizar. Es
necesario saber el tipo de material con que vamos a
trabajar para determinar cuánto se va a
contraer la pieza y dependiendo de su comportamiento
varía el acabado final del mismo. La zona de
mecanizado permite dar el acabado final de la pieza,
actuando sobre todas aquellas impurezas o defectos
que pueden quedar sobre la pieza en el proceso de
fundición.PLANO DE MODELERÍA
Presenta todas las modificaciones y
consideraciones necesarias realizadas sobre el plano
de ingeniería, ya que la pieza dentro del
molde sufre contracciones por la parte interna, de
allí que las dimensiones exteriores aumenten y
las interiores se reduzcan un determinado porcentaje
de acuerdo al material. Se indica además, la
línea de junta, que es aquella donde se hace
la división de la pieza con sus respectivos
moldes y la salida o conicidad.Está constituido por Las
Líneas de juntas que nos permiten saber
dónde se divide el modelo y también se
señala la salida o conicidad, que es el
ángulo que se le da al modelo para que pueda
ser extraído.CÁLCULOS Y CONSIDERACIONES EN EL
PLANO DE MODELERÍAUn punto importante a considerar es la
contracción del metal al enfriarse. Para
prever esta situación, al modelo original se
le adiciona un porcentaje entre el 1 y 3% usualmente.
En nuestro caso se le adicionó un 3%. Con este
valor corregimos las posibles diferencias con
respecto a la pieza original que se pueden conseguir
al enfriar el material.La(s) portada(s) de macho(s) se deben
observar en los planos de modelería. En ellas
descansan los machos, cuando se necesitan en la pieza
un agujero o perforación. La longitud de la
portada de macho es de aproximadamente, el
diámetro del macho.Para nuestro caso la salida de nuestro
modelo es prácticamente natural, sin embargo,
se realizó un ángulo de salida de 3
grados, a las superficies que fueran necesarias, con
el fin de evitar que al retirar el modelo de la caja
(desmoldeo) la arena no se adhiera a la misma
rompiendo el molde. La portada de macho
también requiere de una conicidad, ya que
también se puede desprender arena por el hecho
de ser vertical.Resultados y
discusiónProblemas 1
Cálculos para el plano de
fundición por coladaVolumen del Modelo
Para calcular la sección de entrada
de la colada:Tomando en cuenta que para el aluminio
Se: Sd: SD es 1:3:3,
dondeSd: sección de
distribución y SD: sección de
descenso,Podemos obtener:
Sd = 3.Se por lo tanto Sd =
44.1mm2,Así mismo Sd = w.h y
w=2hObteniendo:

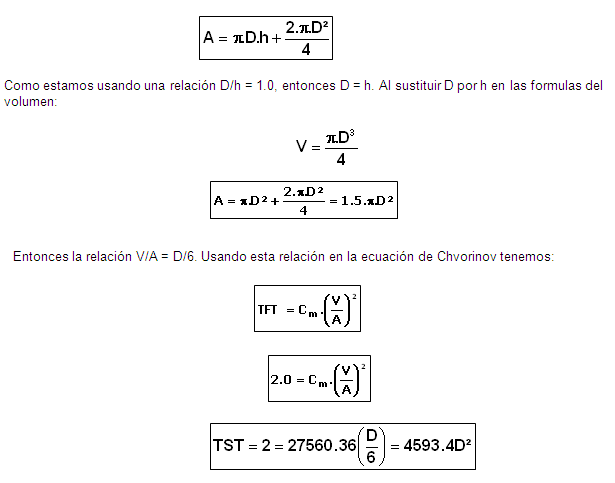
Problemas 2
Se debe diseñarse una mazarota
cilíndrica para un molde de fundición
en arena, usando la regla de Chvorinov. La
fundición es una placa rectangular de acero
con dimensiones 0.0762 m x 0.127 x 0.0254 m. En las
observaciones previas se ha indicado que el tiempo de
solidificación total (TST) para esta
fundición es de 1.6 min. La mazarota
cilíndrica tendrá una relación
de diámetro a altura de 1.0 y del mismo modo
se deberá determinar para una mazarota que
deberá tener el tiempo de
solidificación de 2.0 minutosSe pide determinar:
1. El volumen de la placa y la
superficie de la mazarota para el tiempo de
1.6min.2. La constante del
molde.3. La relación V/A para la
placa requerida para 2 min.4. La dimensión que la
mazarota para el tiempo de 2.0min.5. El diámetro
y la altura de la mazarota
Solución:
1. El volumen de la placa y la
superficie de la mazarota para el tiempo de
1.6min.
Su volumen
V = 0.0762 x 0.127 x 0.0254 =
0.0002458 m3,La superficie:
A = 2(0.0762 x 0.127) + 0.0762
x 0.0254 + 0.127 x 0.0254) = 0.032258 m2.2. La constante del
molde.
Dado que TST = 1.6 min
podemos3. La relación V/A para la
placa requerida para 2 min.
Área de la
superficie:4. La dimensión que la
mazarota para el tiempo de 2.0min.
5. La dimensión que la
mazarota para el tiempo de 2.0min.

Referenciales
R. Nonnast. "El Proyectista de
Estructuras Metálicas". Editorial
Paraninfo. España. 2000.Miano. Costos y Presupuestos de obras en
edificaciones. Editorial Asesores y Constructores.
Lima. 2002.Edoardo Capello. "Tecnología de la
fundición". Editorial Gustavo Gile S.A.
Barcelona, España. 1989.Vidondo Tomas. "Tecnología
Mecánica. Matricería y Moldes".
Editorial Bruño. España.
1999.UNI. "Reglamento de metrados para obras
de edificación". Editorial UNI. Lima.
1998.Font, Maimo. "Rendimiento y
Valorización en obra". Editorial Dossat.
España. 2000.Kalpakjian Serope. "Manufactura,
Ingeniería y Tecnología". Editorial
Pearson. México. 2002.Groover, Mikell. "Fundamentos de
Manufactura Moderna". Editorial Printice Hall.
Nueva York. USA. 2000.Nicolás Larburo. "Maquinas
Prontuario". Editorial Paraninfo. España.
2000.R. Nonnast. Manual de construcciones
metálicas. Editorial Paraninfo. España.
2000.VIC CHILES. "Principios de
Ingeniería de Manufactura" Editorial
CECSA. México 2000.LEO ALTING. "Procesos para
Ingeniería de Manufactura" Editorial
Alfaomega. México 1990.H, KAZANAS. "Procesos
Básicos de Manufactura" Editorial Mc
Graw-Hill. México 1993.GEOFFREY BOOTHROYD. "Fundamentos de Corte
de Metales y de las Máquinas Herramientas"
Editorial Mc Graw-Hill. Latinoamericana. S.A.
Bogotá, Colombia. 1988.R. Nonnast. "El Proyectista de Engranajes
y Mecanismos". Editorial Paraninfo.
España. 2001."Manual del Ingeniero
Mecánico". Editorial Emagister.
Inglaterra. 2010.Internet:
http://www.elmingme.com/gas/desalinizadora.htm
www.elistas.net/lista/elmingme
Apéndice y anexos
PROCESO DE
FUNDICIÓNEjecución del
modeloUna vez que ya se han estudiado todas las
consideraciones del modelo, el siguiente paso es
realizar la construcción del modelo. Para este
objetivo se estudia sí el modelo va a ser
construido en madera o en metal. En caso de que se
quiera construir el modelo en madera se emplea a un
modelista para la realización de este, o en
caso de que se desee construir el modelo en metal se
emplea a un mecánico especializado para la
construcción de este. Es muy importante
señalar que el modelista o el mecánico
no puede realizar su trabajo en solitario, es decir,
la construcción del modelo debe tomar muy en
cuenta un conjunto de variables que van más
allá de la simple construcción del
modelo ya que este debe tomar en cuenta el proceso de
fundición, el sistema de moldeo que
utilizará el fundidor, el grado de
contracción del metal con que se va a trabajar
y los espesores de mecanizado entre otros factores.
Por supuesto si la pieza muestra algún hueco
en su interior entonces el modelista o
mecánico según sea el caso
deberán realizar la correspondiente caja de
machos, almas y núcleos para la
realización de estos agujeros.En nuestro caso el modelo fue realizado en
madera. Con la madera se fabrican modelos
más económicos y de rápida
fabricación pero muy sensibles a la
acción atmosférica, por lo que son
adecuados para el moldeo de una o pocas piezas. En
cuanto a su estructura, el modelo consta de 2 piezas
que se separan a lo largo de un plano, el cual
coincide con el plano de separación del molde.
Este tipo de configuración es el adecuado para
piezas complejas y para cantidades moderadas de
producción.Tipo de molde
Después que el modelista o el
mecánico han comprobado cada uno de los
detalles necesarios para la realización del
modelo, el siguiente paso es la construcción
de este. Para ello se utiliza las habilidades de un
modelador quien es el encargado de la
realización del molde. Un molde podría
definirse como una reproducción de la pieza
que se desea obtener con todas sus medidas y detalles
ya que a través del modelo es que se
fabricará la pieza resultante.Para la realización de nuestra pieza
el molde utilizado fue un molde destructible
ya que entre las propiedades de este tipo de molde
esta en hecho de que son aptos para la
fundición de toda clase de metales y
más aún para piezas de cualquier
dimensión.EL MOLDEO
El material del moldeo por excelencia es la
arena, de la cual se obtienen los buenos trabajos de
fundición. Las arenas de moldeo deben ser
compactas, lo suficientemente plásticas para
copiar las huellas de los modelos y muy porosas a fin
de que su permeabilidad permita el paso de los
gases.Para el moldeo del Macho se utiliza
una cantidad de arena de sílice (CO2) y se le
agrega silicato de sodio (Na2 SiO3) en una
proporción del 4 al 6 % y se mezcla por unos 3
minutos. Se recubre la caja de macho hasta llenarla
completamente, se hace una perforación a
través de la masa arenosa para inyectar CO2
con el fin de endurecer el molde, obteniendo
así un cuerpo rígido y permeable.
Así se obtiene el macho de la
pieza.A continuación se describe el proceso
de moldeo paso a paso:Se elige la caja de moldeo, adecuada al
modelo.La parte inferior de ésta se
coloca en forma invertida sobre un tablero para
moldear.Sobre el tablero se coloca el modelo en
posición adecuada, para dejar un espacio
para la colada.Se recubre luego con arena fina de
moldear, la zona en contacto con la pieza, con la
ayuda del tamiz.Luego se llena el resto de la caja con
arena gruesa de moldear, apisonándose
firmemente con todos los pisones adecuados (el
plano, el esquinero, etc.), hasta llegar a la
última capa.El exceso de arena se quita con la regla
rasera y se alisa la superficie.Se invierte la caja inferior.
Se alisa la superficie usando la
espátula plana, afirmando la arena por los
alrededores del modelo.Se coloca el tubo del bebedero y los
canales de distribución.Finalmente se coloca arena cernida en la
superficie para evitar que las dos superficies se
unan.Se coloca luego la caja
superior.Se cubre la parte superior con arena
fina, con la ayuda del tamiz.Se volverá a colocar arena gruesa
y se apisonó firmemente.Se alisa la superficie.
Se extraen los tubos de bebedero y los
canales de entrada y
distribución.Se humedecen los bordes del bebedero y
se alisan.Se extrae el modelo cuidadosamente y se
utiliza el soplador para limpiar los granos de
arena sueltos.Se coloca el macho en la portada de
macho.Se unen las dos cajas suavemente, para
evitar que se desmorone el molde y se caiga la
arena.Luego se procede a realizar la
colada.
LA COLADA
Antes de realizarse la colada propiamente
referida, debe cerciorarse de que el molde
esté repasado y cerrado sólidamente, de
manera que resista la presión
metalostática. En el momento de uso del molde
para el proceso de colada se deben seguir los
siguientes pasos:a. Conducir el metal líquido
al molde para lo cual se utilizan un conjunto de
canales denominados bebederos. Estos bebederos se
pueden dividir en cinco partes las cuales son: la
cubeta, el cuello, el colector, la entrada a la
pieza o boca y el filtro.b. Sacar los gases al exterior;
Para lograr esto se utilizan conductos
denominados respiraderos los cuales pueden ser
grandes y numerosos mientras que en otras
ocasiones pueden realizarse con la aguja para
respiraderos.c. Crear sobre el metal fundido
cierta presión metalostática que
facilite el llenado del molde y la
solidificación del mismo
material.d. Dejar en los bebederos o
cargadores que permita alimentar a la pieza de
material durante el proceso de
solidificación ya que como se
estudió anteriormente el metal durante el
proceso de solidificación se contrae y por
el hecho de que la pieza se enfría de
afuera hacia adentro a través de
líneas isotermas, entonces por efecto de
la contracción se producen grandes
agujeros a cavidades denominados rechupes los
cuales deben ser rellenados totalmente antes de
que el material termine de
solidificar.e. Contribuir al enfriamiento
isotérmico de la pieza.f. Procurar un llenado del molde en
un tiempo más breve a medida de que la
pieza sea más delgada.
EL DESMOLDEO
Luego de que se esté bastante seguro
de que la pieza está totalmente solidificada
entonces se procede al desmoldeo. Por lo que se
procede a abrir el molde y sacar la pieza del molde.
En el caso de que el moldeo es en caja, es importante
tomar encuentra el liberar a las cajas de los pesos
con las que han sido cargadas y separar los tirantes
y tornillos con los que la unen; luego de estar
abiertas las cajas se extrae la pieza. Esta
operación siempre es de extremo cuidado por la
cantidad de polvo que se desprende por lo que este
proceso se realiza generalmente a deshoras o en
ambientes separados y bien ventilados además
de las extremas normas de seguridad que se deben
seguir para protegerse contra el polvo de
silicio.EL ACABADO
En este momento de la operación lo
que tenemos es la pieza con un acabado extremadamente
basto y con pequeñas partículas de
arena pegadas a la pieza. Por lo que el procedimiento
a seguir es darle a la pieza un acabado el cual se
puede lograr limpiándolas a mano con un
cepillo con un chorro de agua y luego rebarbadas. Por
lo general podemos encontrar que en los talleres
pequeños las herramientas se encuentran
esquematizadas al igual que las maquinarias para la
realización del acabado de la pieza obtenida
por fundición. Sobre todo a las piezas grandes
o medianas con agujeros u orificios interiores es
importante quitarles la arena de los machos, lo cual
se puede lograr a mano con cinceles, con puntas, o
barras giratorias. Un procedimiento muy común
es realizar un cepillado sobre la pieza con un
cepillo mecánico. Cuando ya la pieza
está limpia se procede al rebarbado el cual
puede ser ejecutado con cinceles de mano o
neumáticos, con una limadora o con una muela
(amolado). A los espacios donde estas muelas no
puedan llegar entonces se utilizará el
cincelado como procedimiento de limpieza para estas
zonas.Autor:
Victoriano Sanchez
ValverdeUNIVERSIDAD NACIONAL DEL CALLAO
FACULTAD DE INGENIERÍA
MECÁNICA-ENERGÍASEPARATA:
PROCESOS DE MANUFACTURA
IIDOCENTE:
Ing. VICTORIANO SÁNCHEZ
VALVERDERESOLUCIÓN NO
005-2012-CF-FIMEBELLAVISTA – CALLAO

[1] Edoardo Capello.
“Tecnología de la
fundición”. Editorial Gustavo Gile
S.A. Barcelona, España. 1989.[2] Nicolás Larburo.
“Maquinas Prontuario”. Editorial
Paraninfo. España. 2000.[3] “Manual del Ingeniero
Mecánico”. Editorial Emagister.
Inglaterra. 2010.[4] Kalpakjian Serope.
“Manufactura, Ingeniería y
Tecnología”. Editorial Pearson.
México. 2002.[5] Nicolás Larburo.
“Maquinas Prontuario”. Editorial
Paraninfo. España. 2000.







































 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |